Primeira Camada Não Adere
Descrição do Problema — A primeira camada de filamento solta da mesa ou as vezes nem sequer gruda. Muitas vezes o filamento solto esbarra no bico e causa uma bagunça.
Causa Geral — Este é o erro mais comum em impressão 3D, ele ocorre pois existe uma série de pré-requisitos que precisam sem cumpridos para que o filamento grude bem na mesa.
Empenamento(Warping)
Descrição do Problema — As bordas da sua peça que tocam a mesa estão ficando empenadas. Elas se soltam da mesa seja no início, meio ou fim da impressão.
Causa Geral — Isso ocorre pois o plástico tende a encolher com o resfriamento. Para peças pequenas pode não fazer diferença. Porém, para as grandes pode equivaler a vários milímetros de retração.
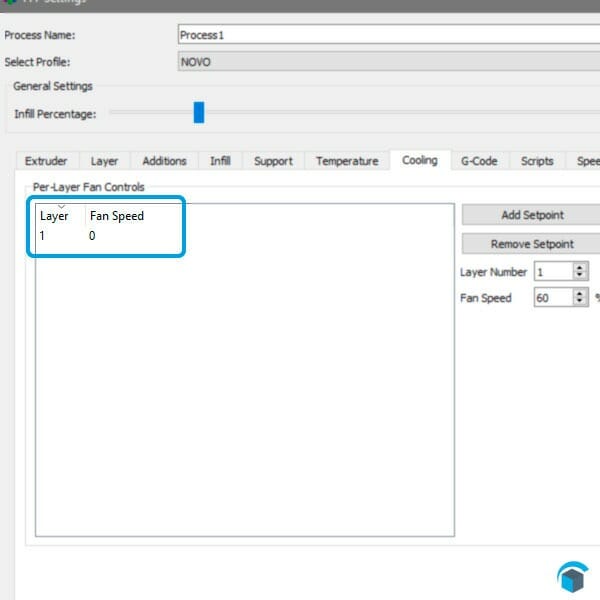

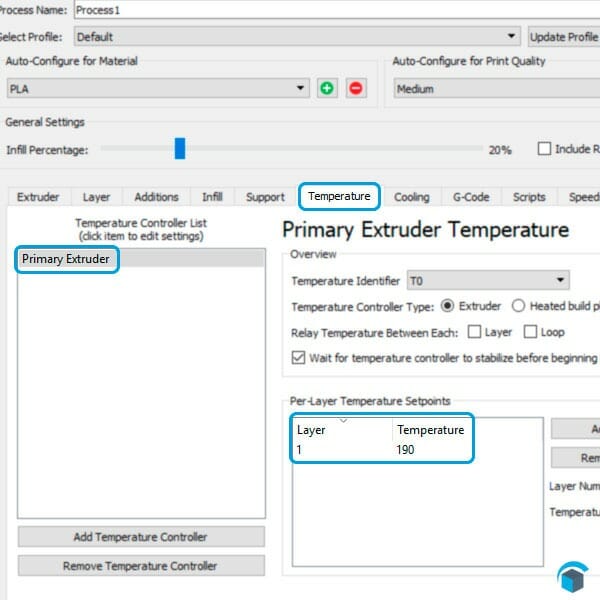
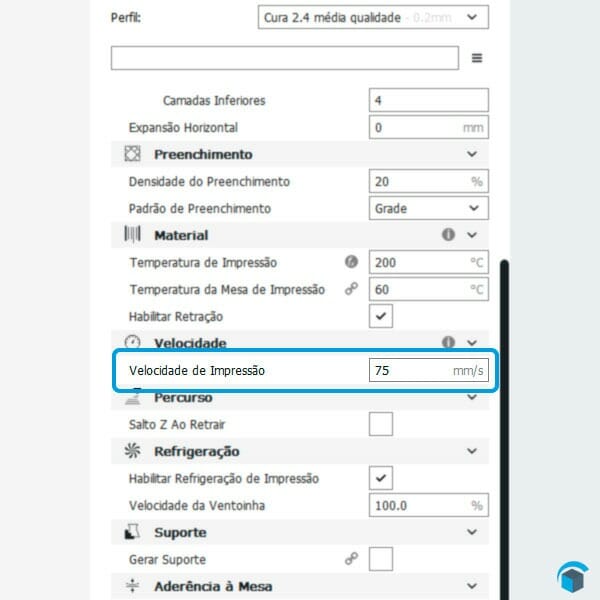
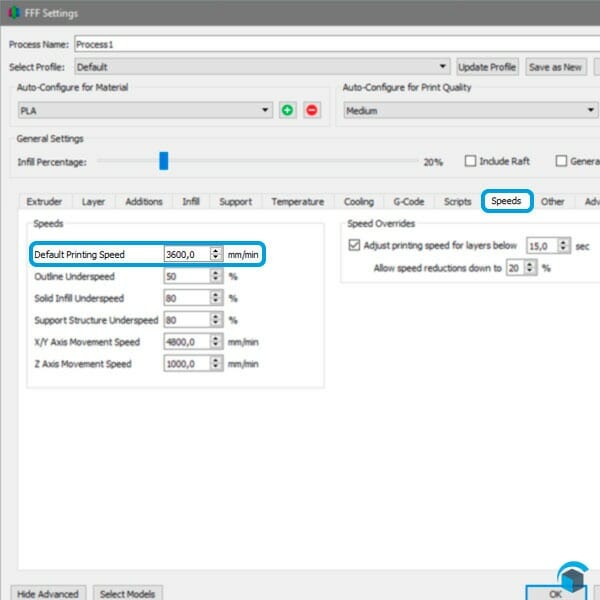
Impressão Parece Derretida
Descrição do Problema — Sua impressão está seguindo a forma do objeto corretamente, mas parece estar derretida. Podendo ser no começo, meio ou fim da peça.
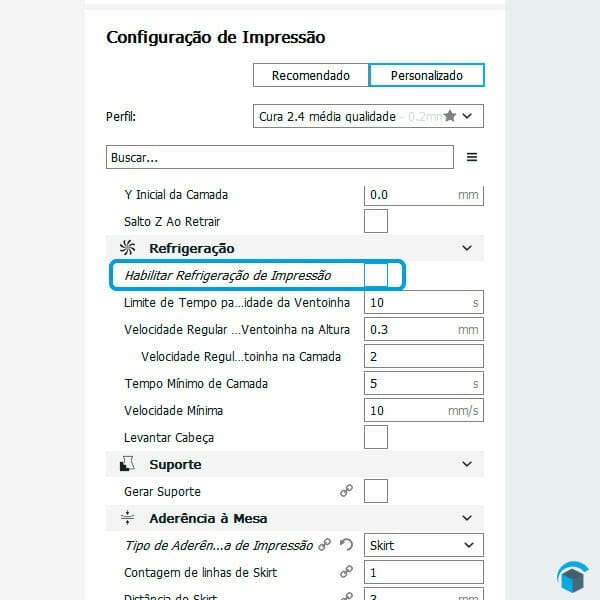
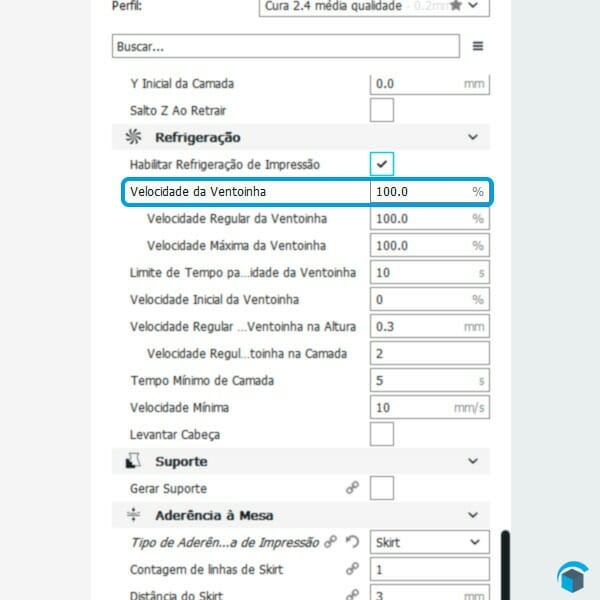
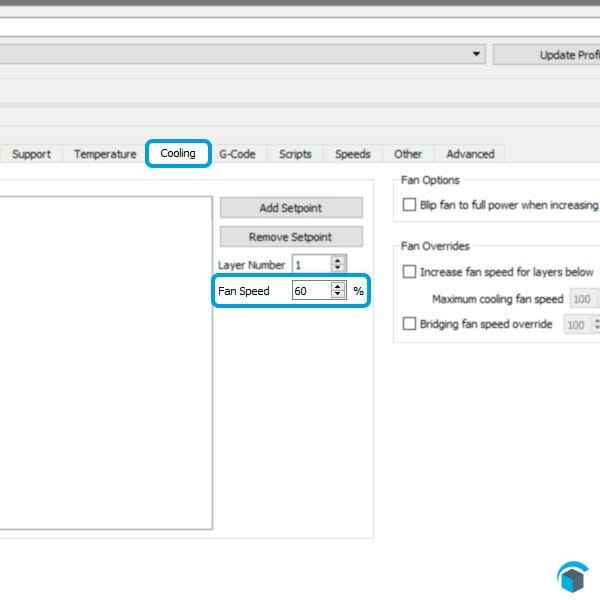
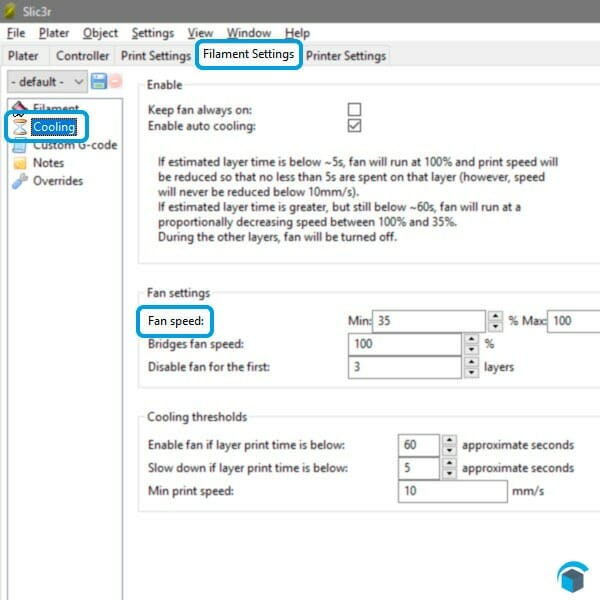
Causa Geral — Isso acontece principalmente com o PLA que necessita de um resfriamento muito rápido. Se uma camada não for bem resfriada ela ficará deformada ao receber uma nova camada sobre ela.
Falta de Plástico na Extrusão
Descrição do Problema — Sua impressão parece estar faltando plástico. Muitas vezes pode se ver buracos e falhas ao longo da extensão da peça.
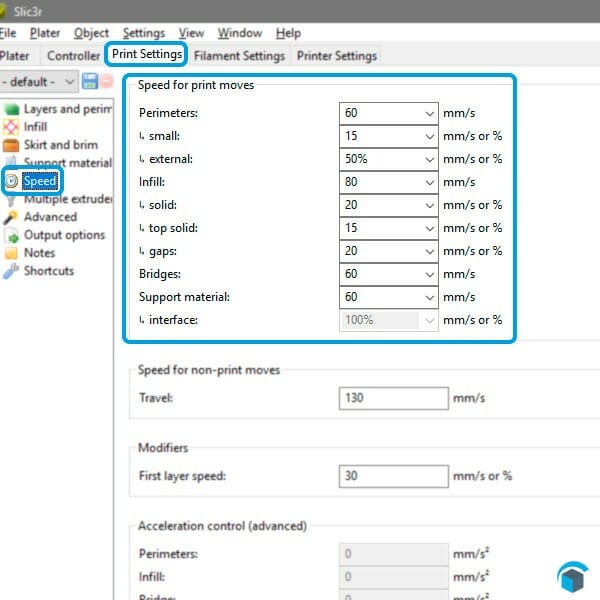
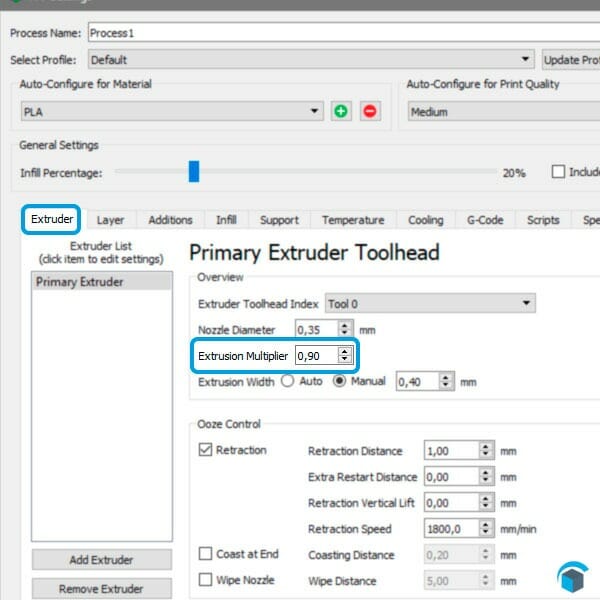
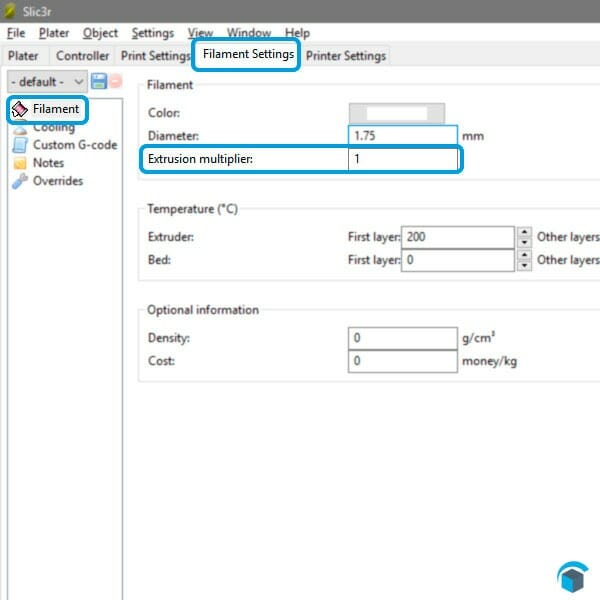
Causa Geral — Isso acontece pois, o hotend não sabe a quantidade exata de plástico que sai e portanto pode acontecer de sair menos plástico que o especificado no software fatiador.
Para Testar — Para testar esse erro 3D recomendamos o cubo de 20 milímetros, com pelo menos 3 perímetros(paredes). Na parte superior do cubo, verifique se os perímetros estão fortemente ligados entre si. Caso contrário altera as configurações até conseguir.
Cicatrizes no Topo
Descrição do Problema — Marcas e cicatrizes aparecem no topo de suas peças. A superfície que deveria ser lisa acaba ficando cheia de traços.
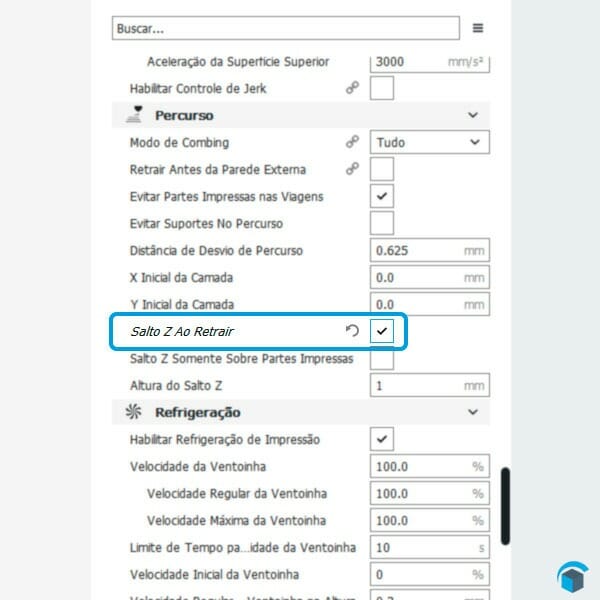
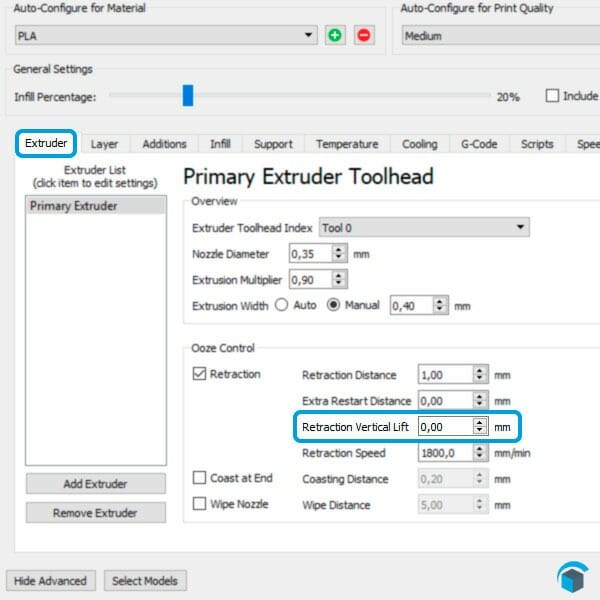
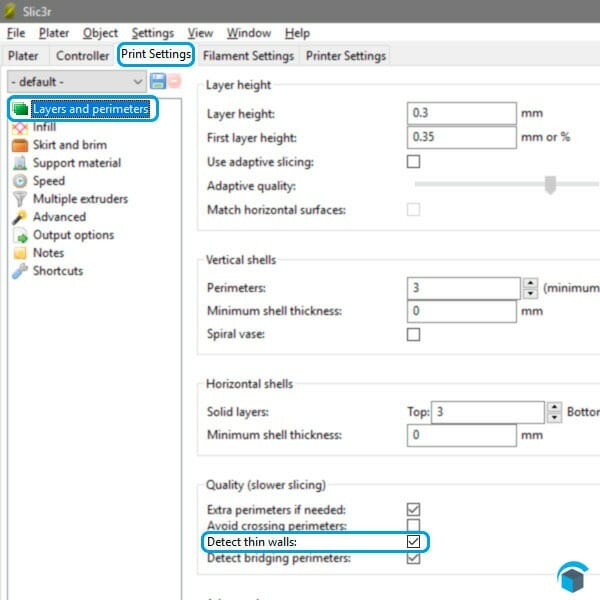
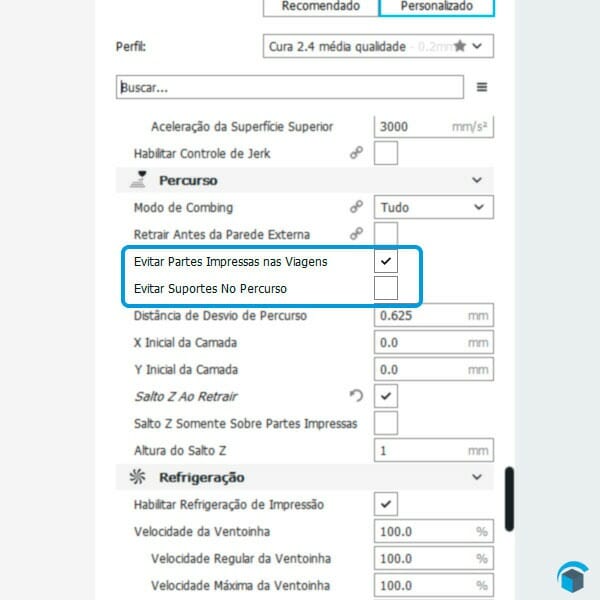
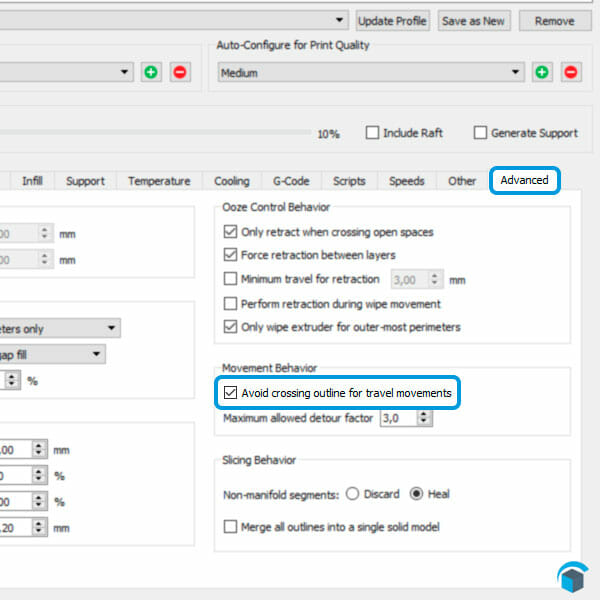
Causa Geral — Isso ocorre quando o bico tenta se mover de um local para outro, mas acaba arrastando no plástico previamente impresso.
Extrusão Parando no Meio da Impressão
Descrição do Problema — Tudo está indo bem. As peças estão até sendo bem impressas. Porém chega um momento que sua impressão para do nada. Seja no início ou meio da impressão.
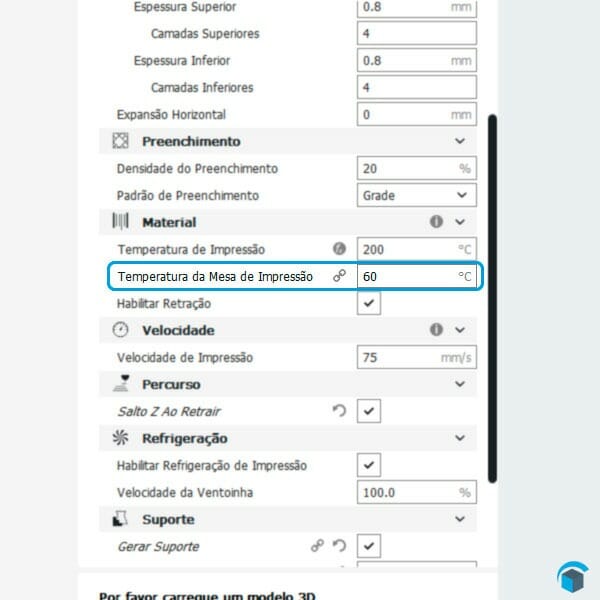
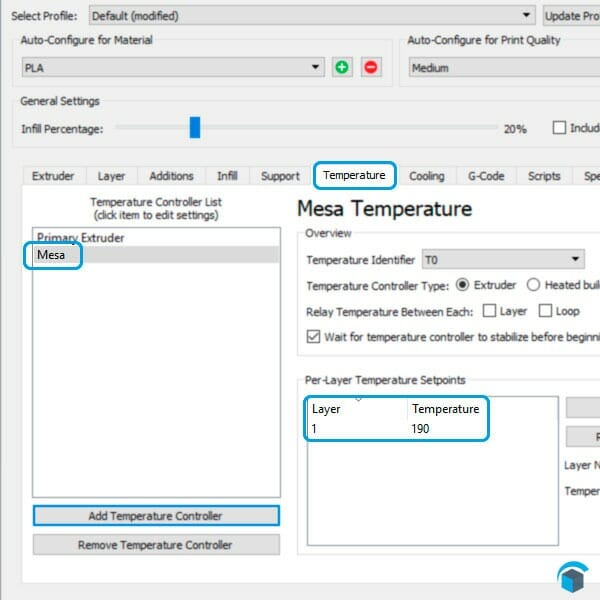
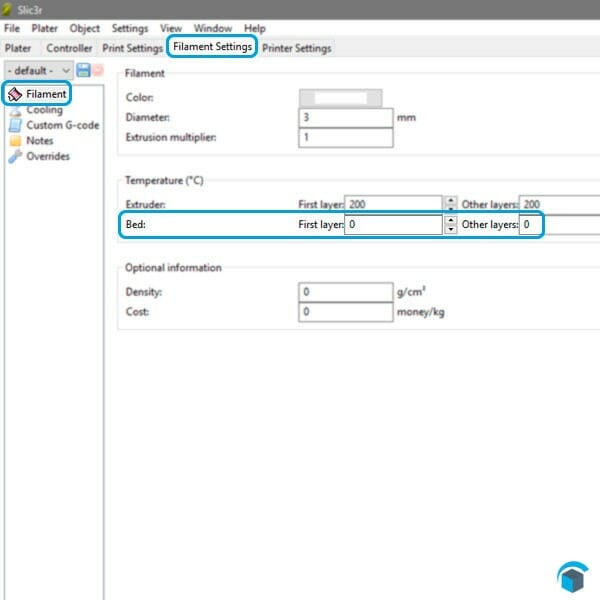
Causa Geral — Isso pode ocorrer por uma simples falta de filamento ou até um superaquecimento na placa.
Separação de Camadas
Descrição do Problema — Sua peça está se partindo. Seja pequenas aberturas na peça ou um corte que permite a impressão ser divida em outros pedaços, isso ocorre no início meio ou fim da impressão.
Causa Geral — Os requisitos para ocorrer uma boa fusão entre as camadas não foram bem atendidos.
Extrusão Inconsistente
Descrição do Problema — Suas camadas paracem estar irregulares? Esse erro 3D normalmente pode ser identificado observando-se a extrusão de perto, se você perceber que a extrusão parece variar de tamanho, provavelmente está com esse erro.
Causa Geral — Podendo ser problema mecânico ou de software, de uma forma ou de outra seu filamento deve estar encontrando problemas para sair pelo bico.
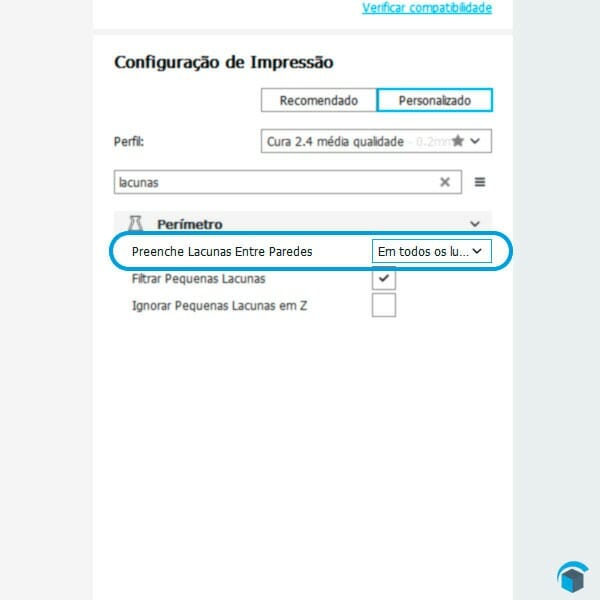
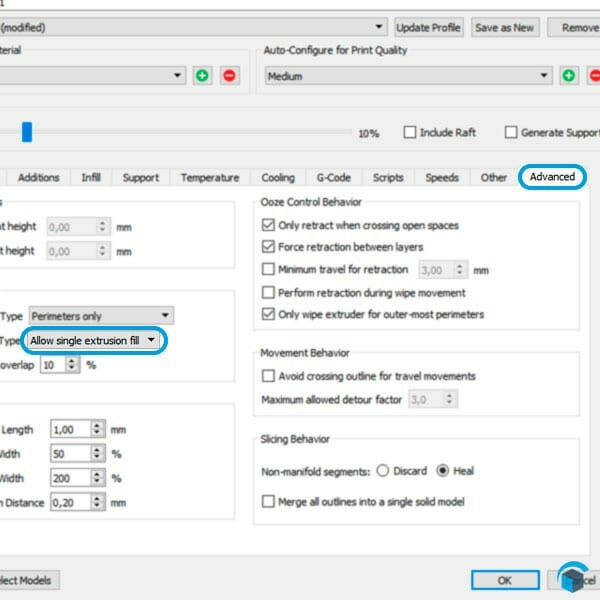
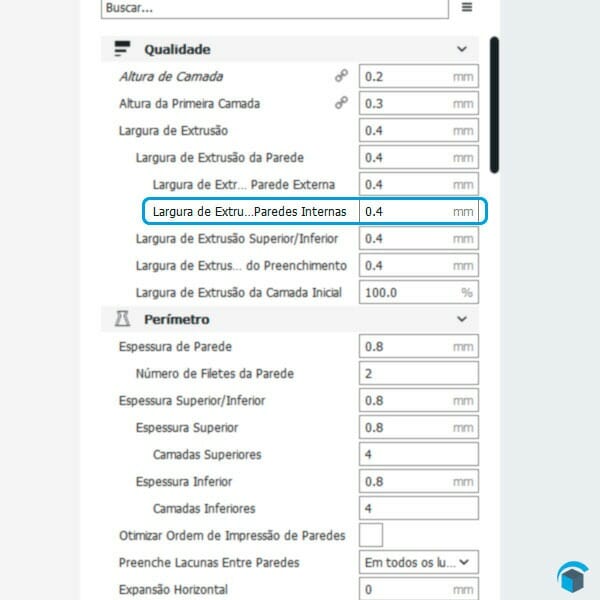
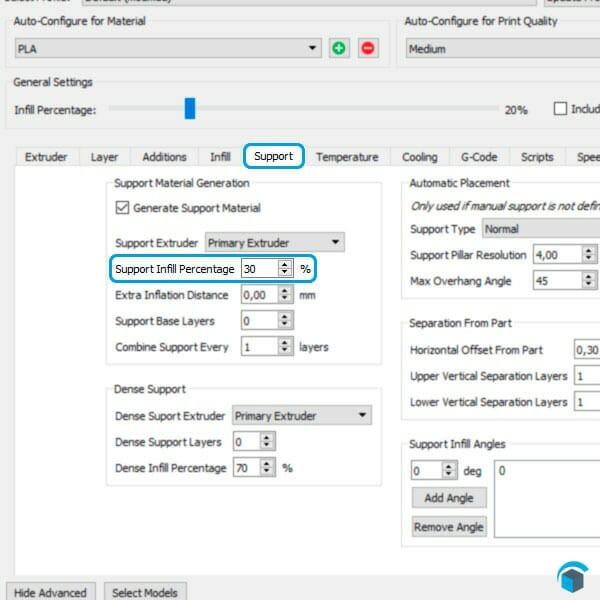
Lacunas em Paredes Finas
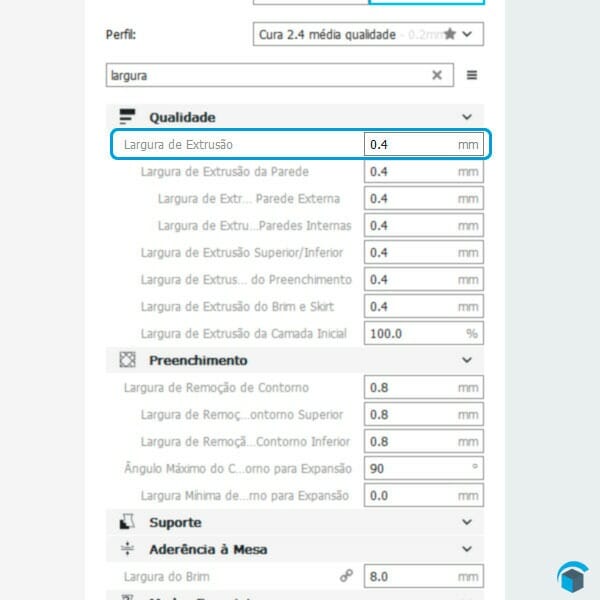
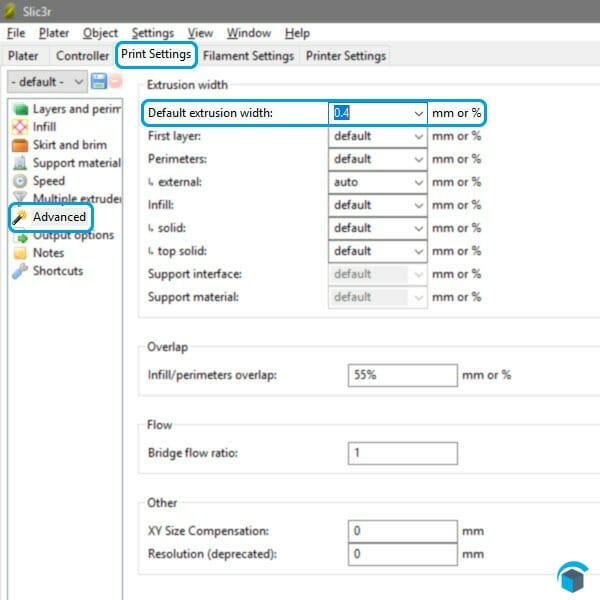
Descrição do Problema — Sua peça está com buracos perto das paredes da peça? Como o bico da impressora possui tamanho fixo, você pode encontrar problemas ao imprimir paredes muito finas que são apenas um pouco mais grossas que o diâmetro do bico.
Exemplo — Se você estiver tentando imprimir uma parede de 1,0 mm de espessura com uma um bico de 0,4 mm. Seu fatiador poderá tentar imprimir 2 camadas de 0,4 cada e deixar sobrar 0,2mm de lacuna.
Causa Geral — Os softwares fatiadores não sabem trabalhar muito bem com paredes muito finas.
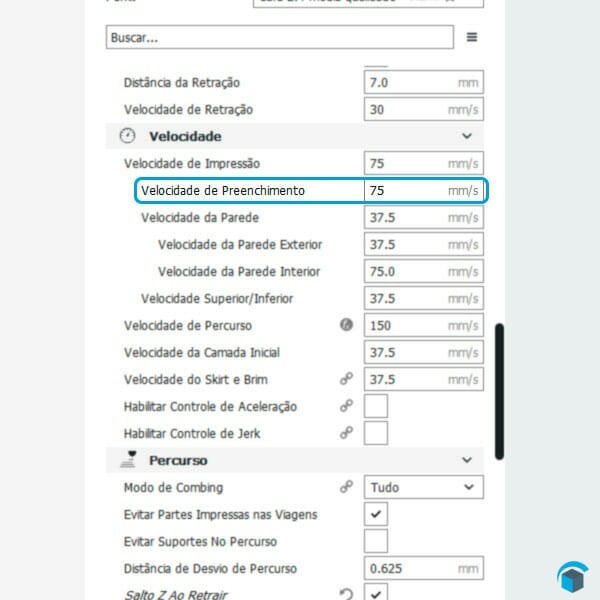
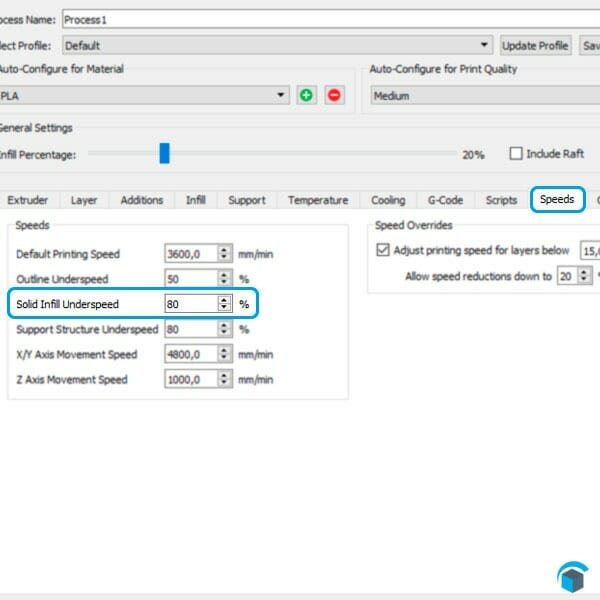
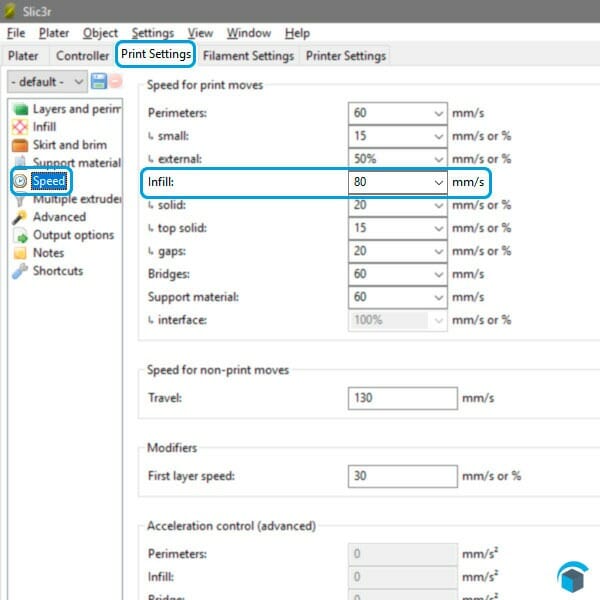
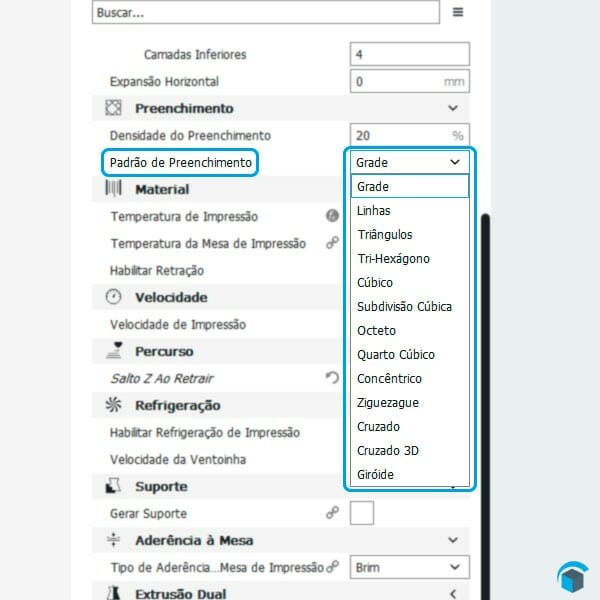
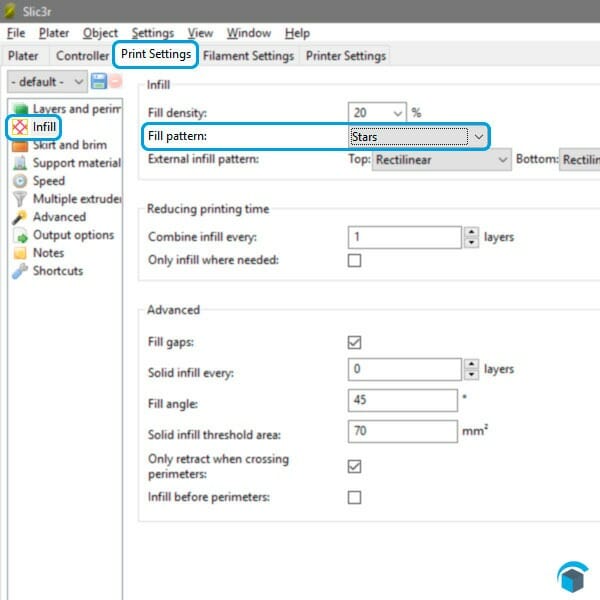
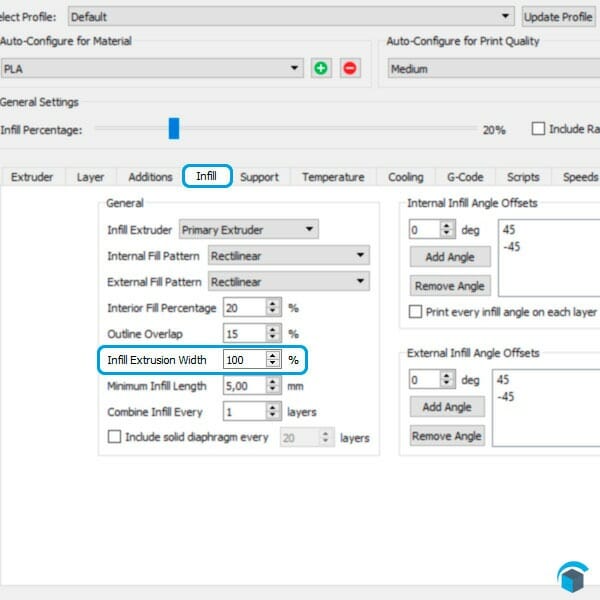
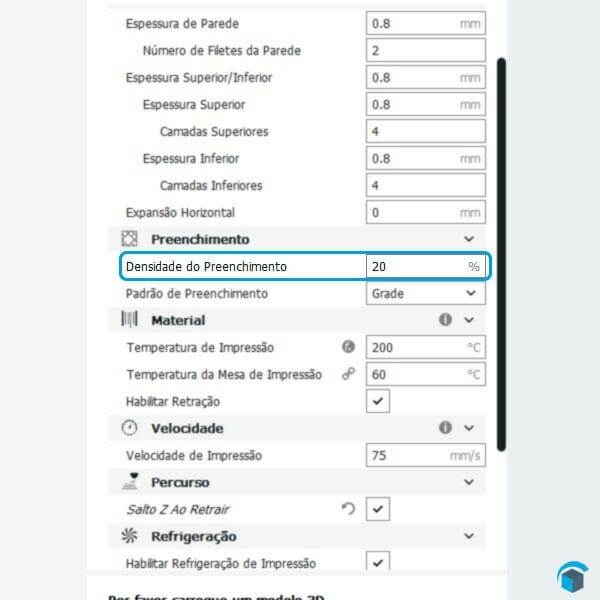
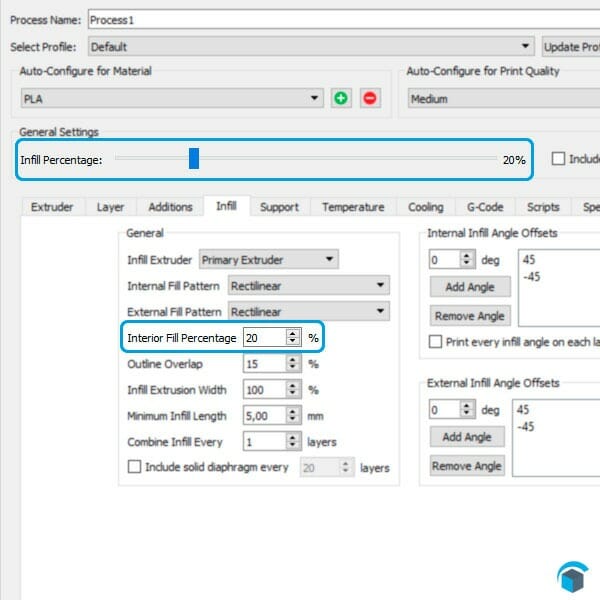
Preenchimento Fraco
Descrição do Problema — O preenchimento(infill) de sua peça estar fraco? Você sente que é possível até quebrar a peça ao aperta-la levemente?
Causa Geral — Além da causa mais óbvia de percentagem de preenchimento, diversas outras funções como a velocidade e os padrões de preenchimento podem influenciar isso.

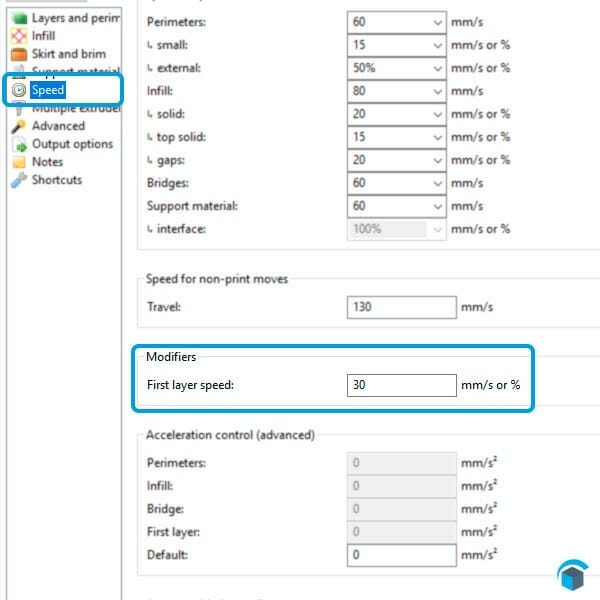
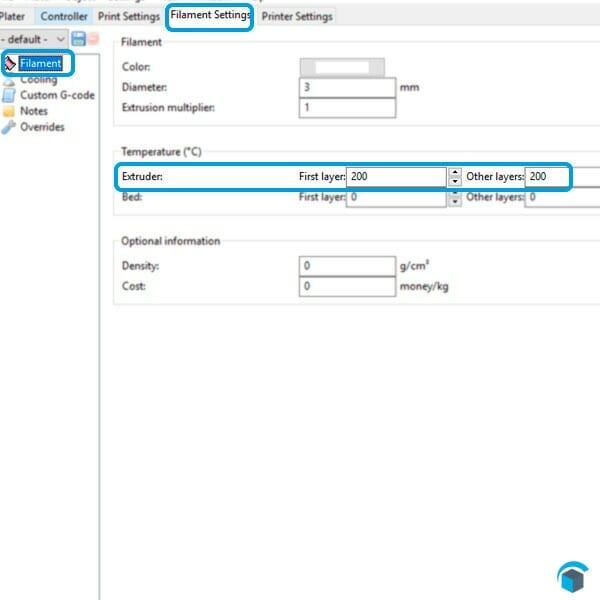
Não Sai Material no Início
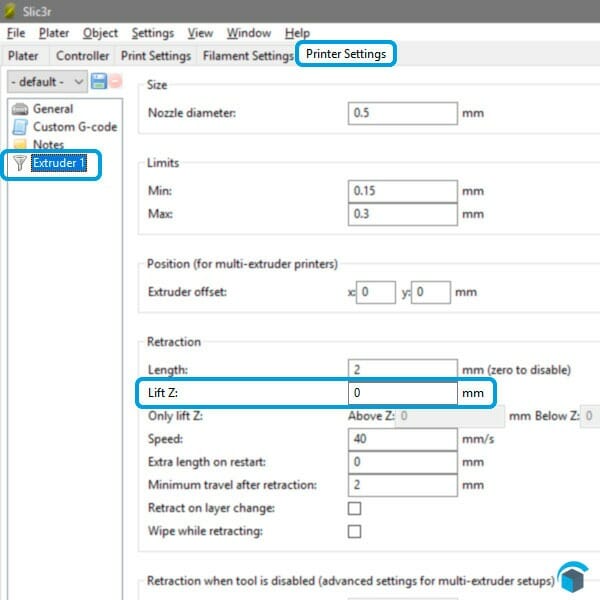
Descrição do Problema — O hotend está se movendo mas o filamento não sai? Ou talvez até saia mas em uma quantidade aparentemente bem menor do que deveria sair?
Causa Geral — O filamento precisa de um espaço bem específico para que ao ser ejetado pelo bico ele seja "amassado", se esse espaço for muito curto o filamento não conseguirá sair com facilidade na primeira camada.
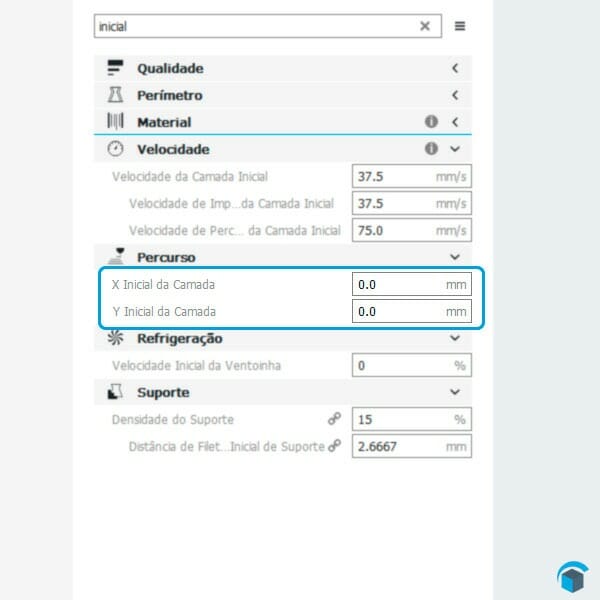
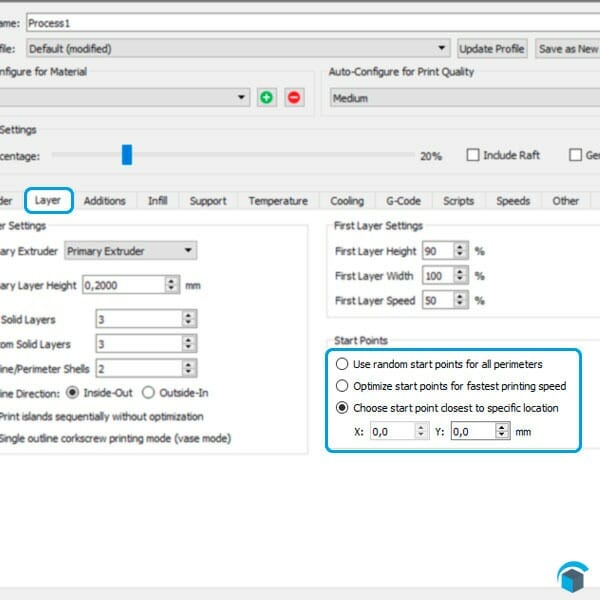
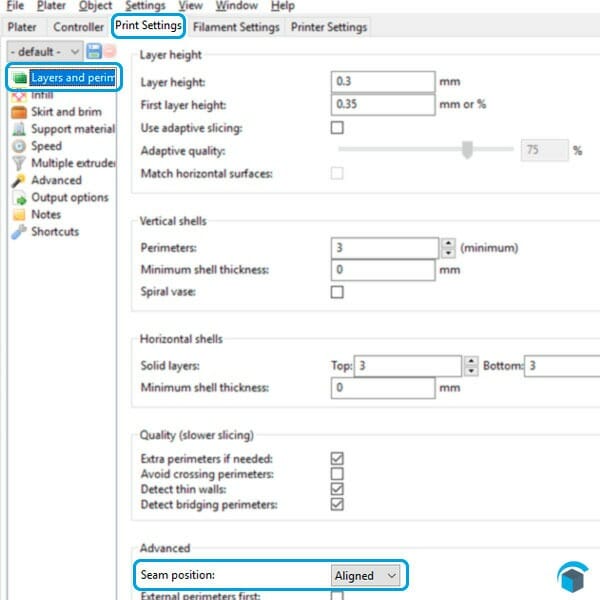
Bolhas e Cicatrizes nas Laterais
Descrição do Problema — Sua peça está com os famosos blobs e riscos nas laterais?
Causa Geral — Toda impressão possui pontos onde a impressora para e depois muda de direção, a extrusão pode sofrer variações durante essas paradas e acabar liberando mais filamento do que devia e acabam criando esse defeito.

Extrusão de Plástico em Excesso
Descrição do Problema — As bordas da peça parecem estar transbordando?
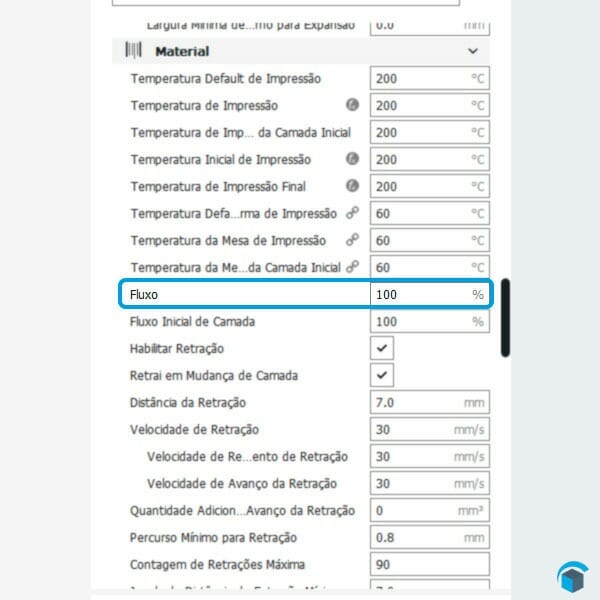
Causa Geral — Não confunda com superaquecimento. A extrusão em excesso tem causas diferentes, ela acontece, pois, algo está fazendo com que saia mais filamento do que deveria.
Desalinhamento de Camadas
Descrição do Problema — Você foi dar uma volta e quando voltou a peça estava toda desalinhada?
Causa Geral — Algum problema mecânico ou de software fez com que a impressora perdesse a direção. A maioria das impressoras não possui um sistema que indique a real posição do bico, portanto caso por algum motivo um deslocamento ocorra na peça a extrusora irá continuar imprimindo como se a peça estivesse lá.
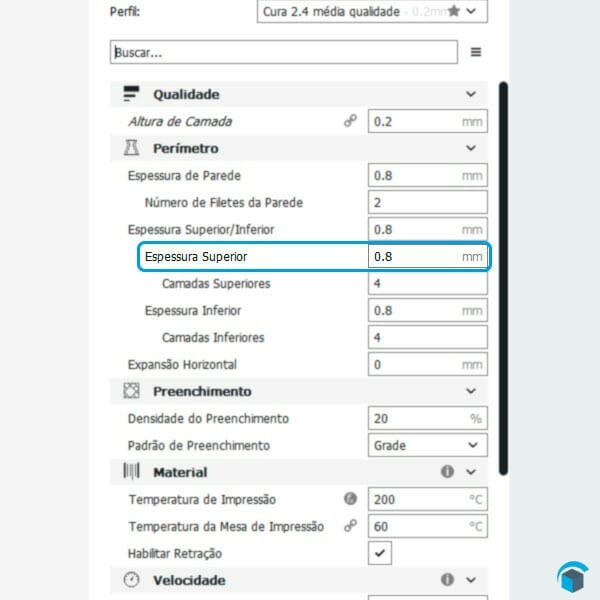
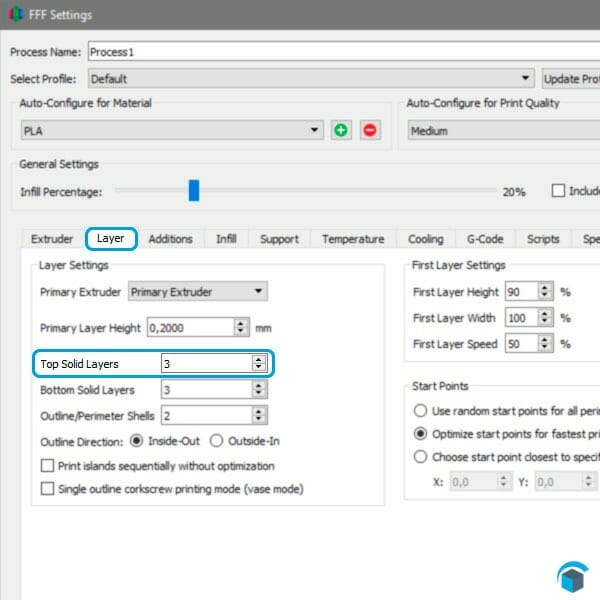
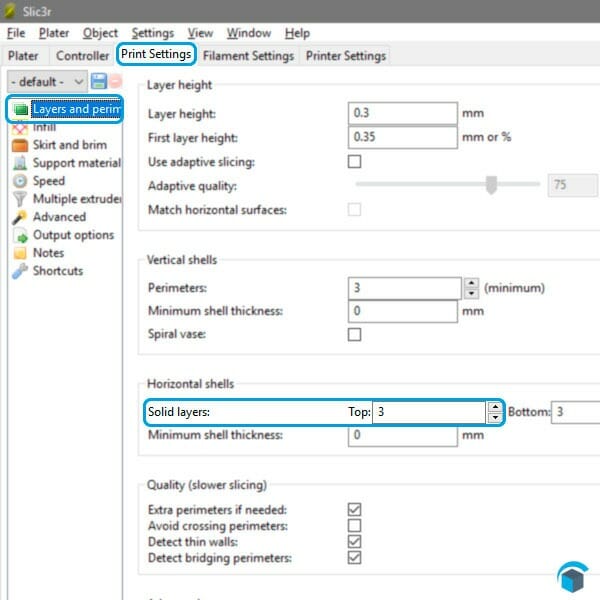
Falhas na Camada Superior
Descrição do Problema — O topo da sua peça está com buracos? Talvez quando você aperta o topo com o dedo pode sentir que está frágil. Ou talvez até parece resistente mas o topo está simplesmente falhado.
Causa Geral — Para economizar tempo e filamento, os fatiadores deixam o interior das peças parcialmente ocos, e as paredes externas sólidas.
Esta técnica pode economizar uma enorme quantidade de filamento e tempo e ainda assim criar peças muito fortes graças a ótimas opções de preenchimento dos fatiadores.
No entanto, dependendo das configurações que está usando, as camadas sólidas do topo da sua impressão podem ficar com lacunas.
Filamento Patinando
Descrição do Problema — Sua extrusora parece estar trabalhando mas o filamento parece não estar conseguindo acompanhar? Sua extrusora está cheia de farelo de filamento?
Causa Geral — A maioria das impressoras 3D usam um sistema de engrenagens com ranhuras que agarram o filamento e o prensam contra um rolamento que lhe permite empurrar ou puxar o filamento. Se essa engrenagem girar mas o filamento continuar parado o filamento pode acabar cavado, fazendo então com que o filamento "patine".
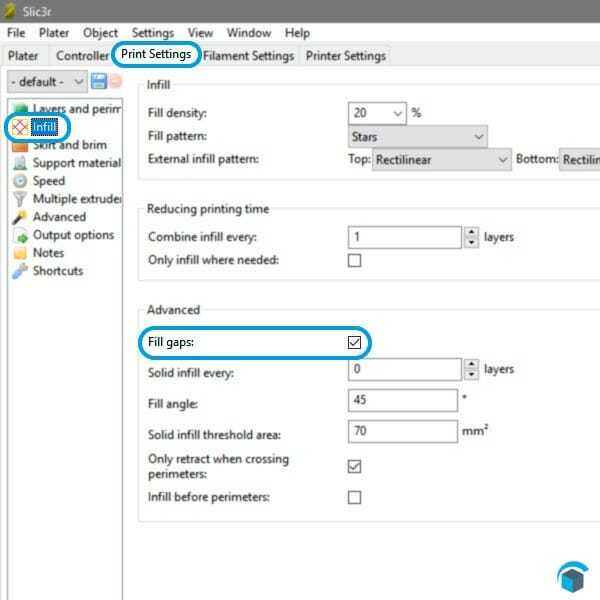
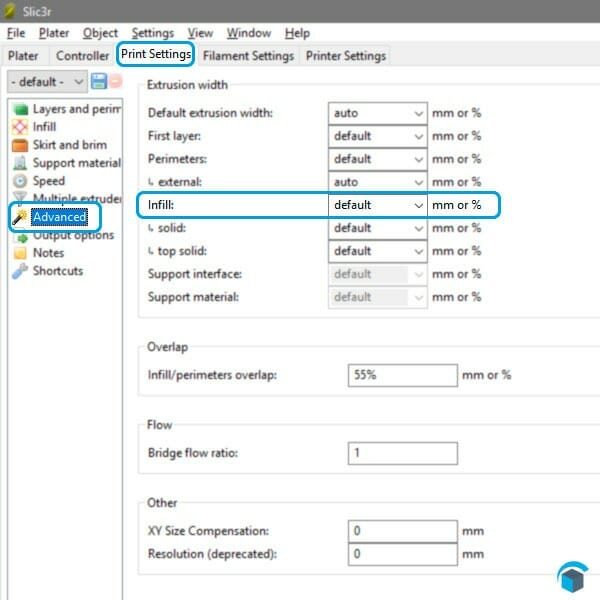
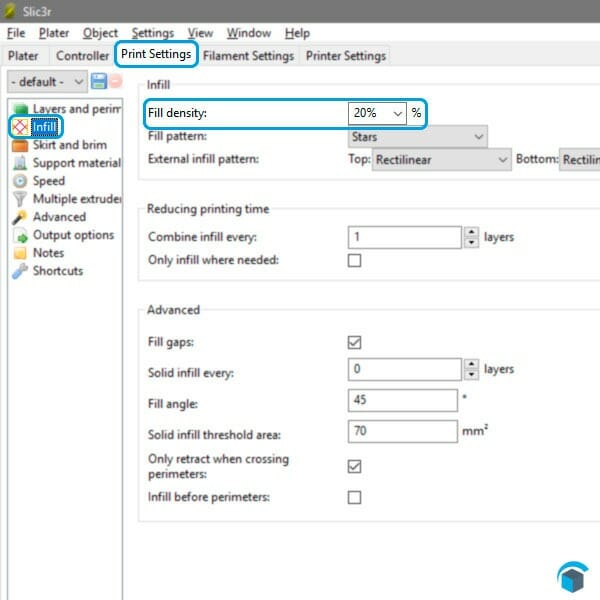
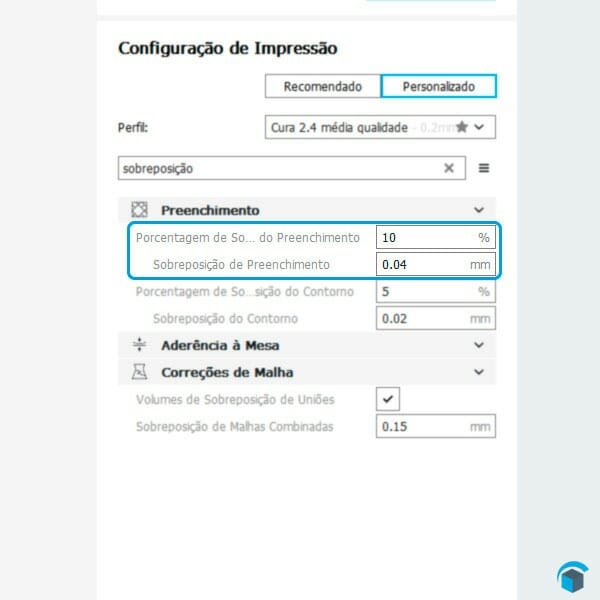
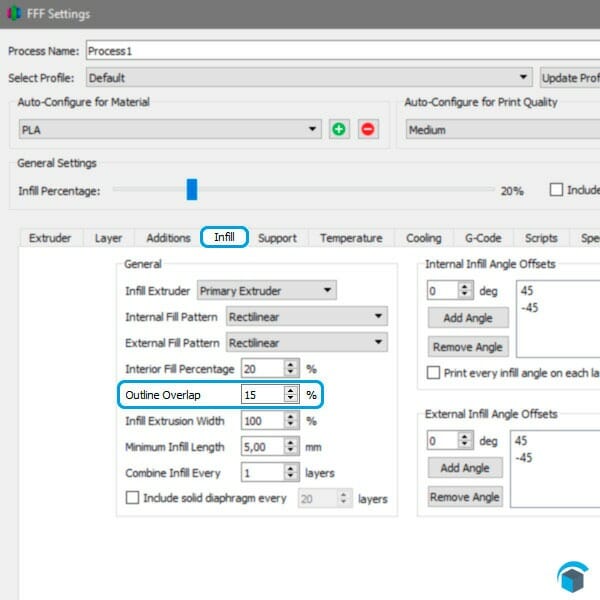
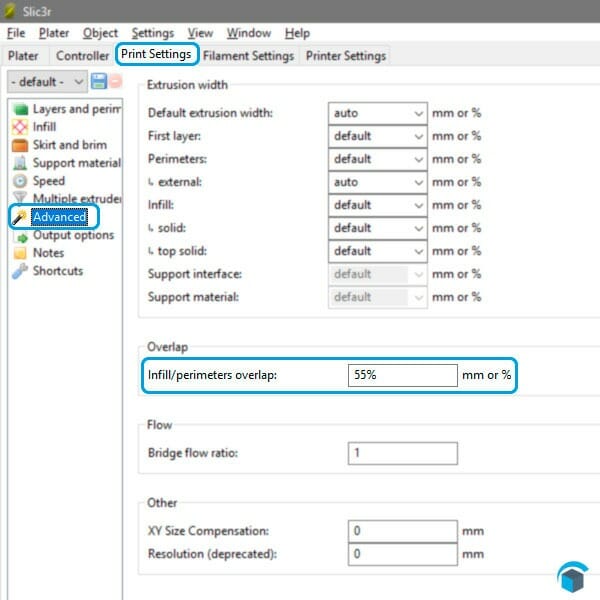
Lacunas Entre Infill e Contorno
Descrição do Problema — Os espaço entre as paredes externas e o preenchimento da sua peça estão com lacunas?
Causa Geral — Quando a junção entre o preenchimento e as paredes externas não está bem configurada podem ocorrer lacunas.
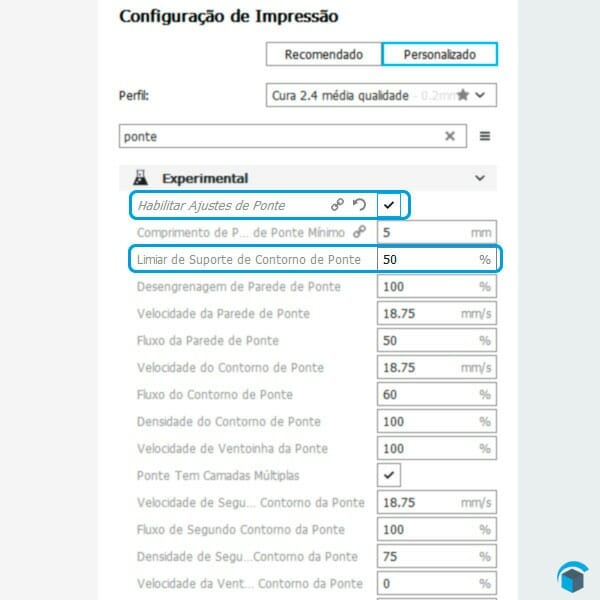
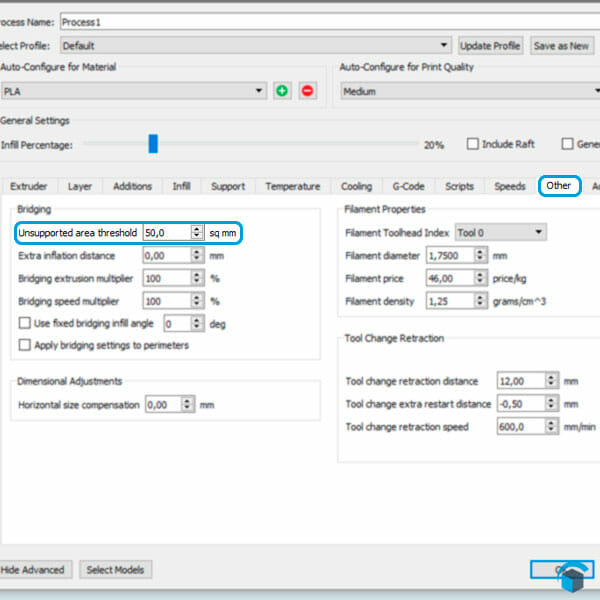
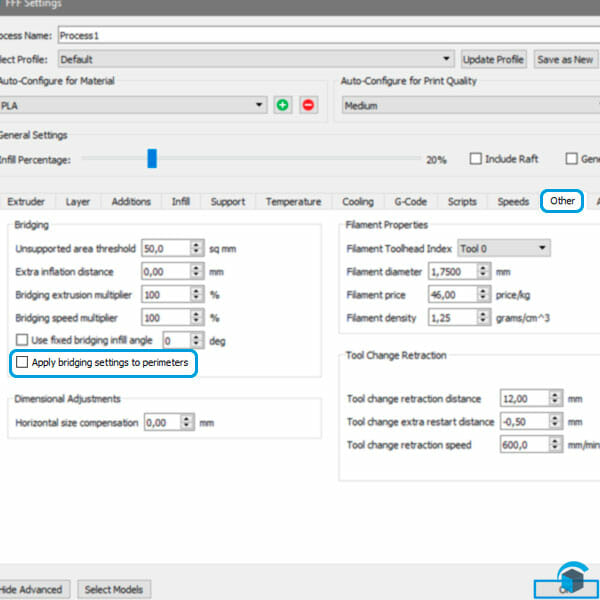
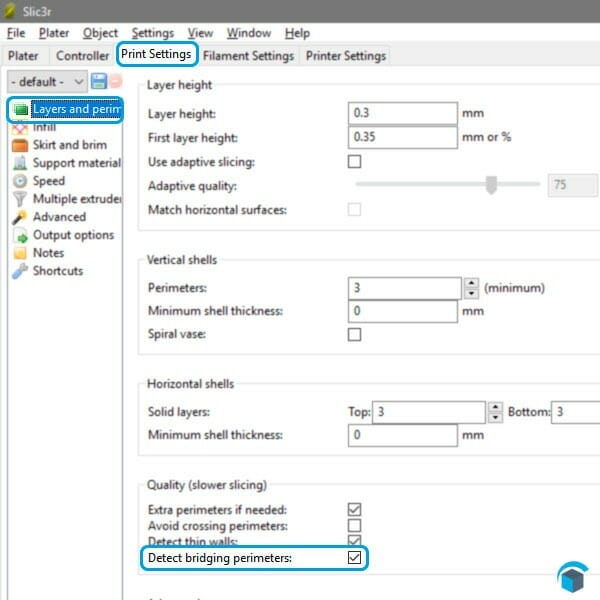
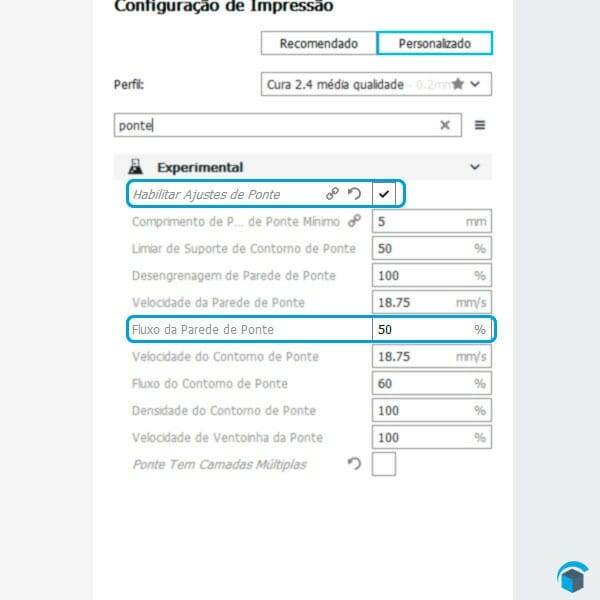
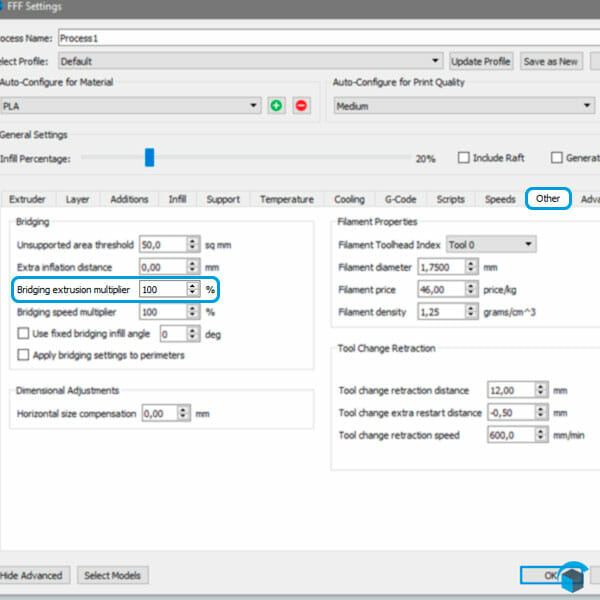
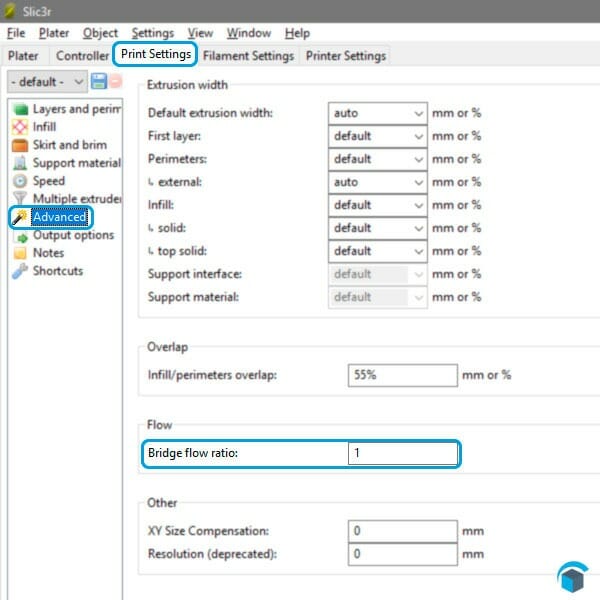
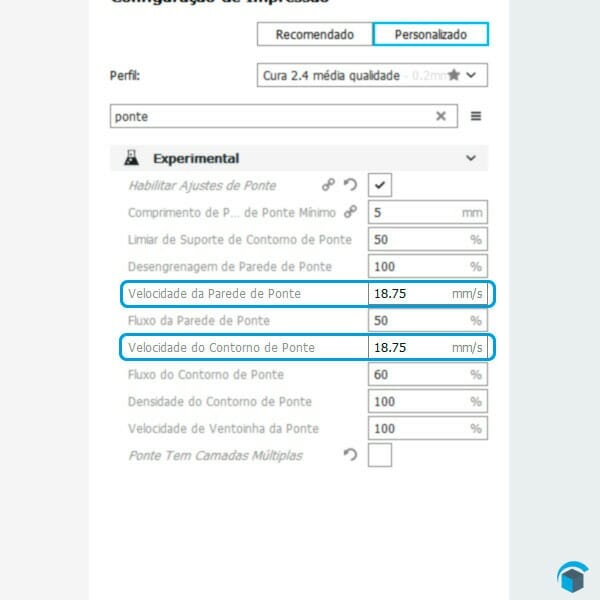
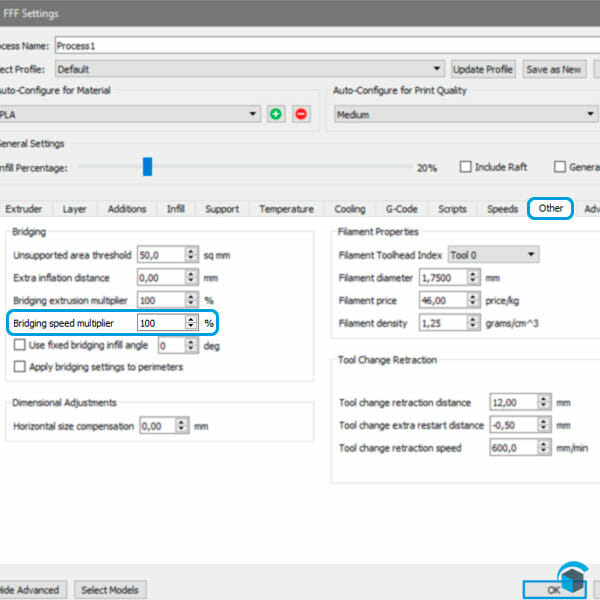
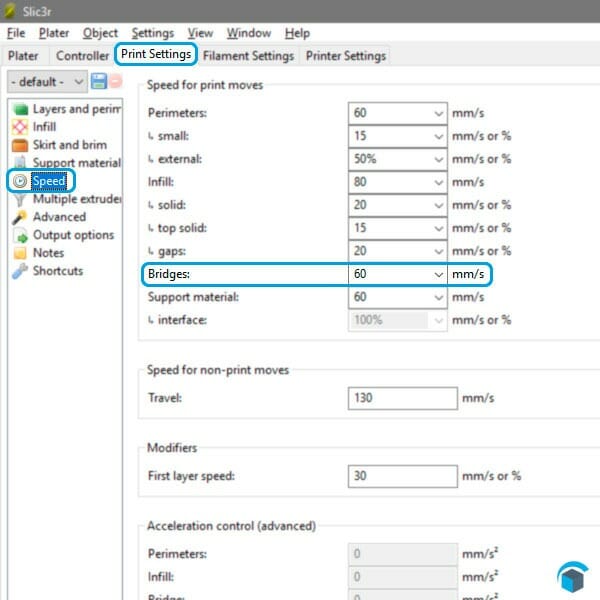
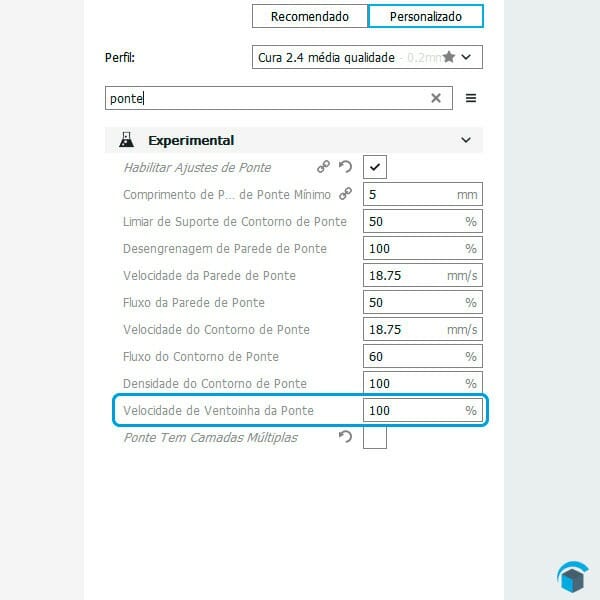
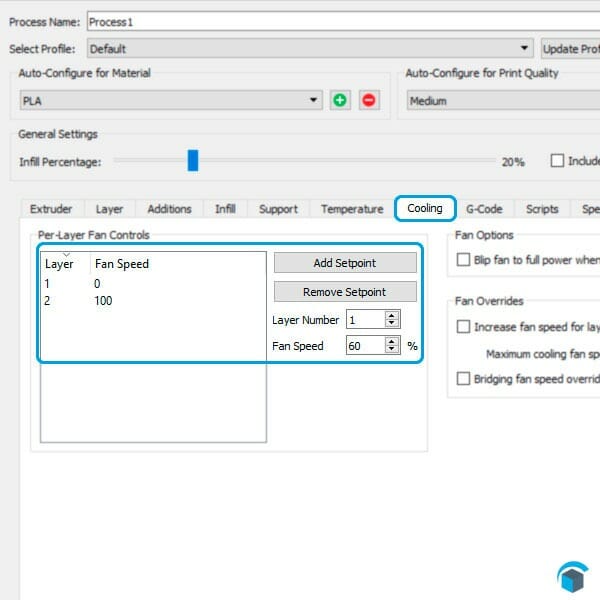
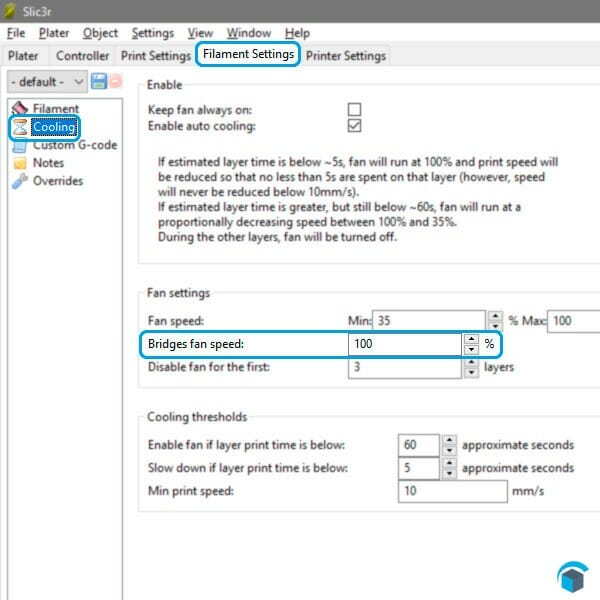
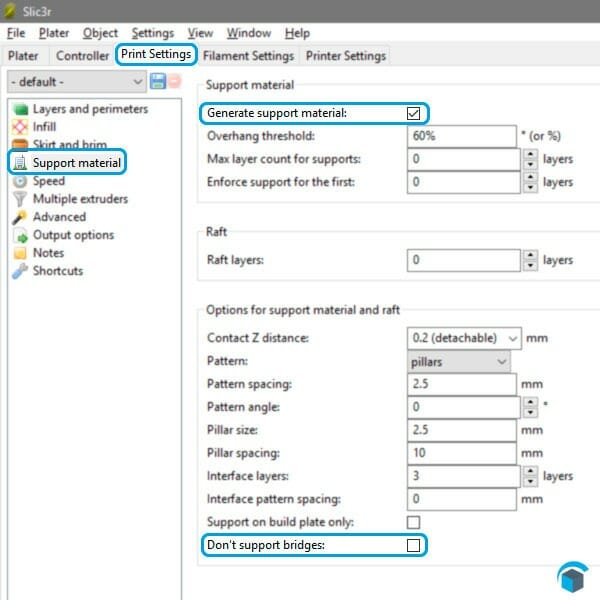
Ponte Defeituosa
Descrição do Problema — Quando a impressora faz ligações de um ponto a outro sem suporte, essa ligação fica caída.
Causa Geral — Esse tipo de ligação sem suporte é chamado de ponte. Pontes curtas podem ser impressas por conta da rápida refrigeração que ocorre durante essas ligações, caso não seja mantido um equilíbrio de configurações esse erro 3D aparecerá.
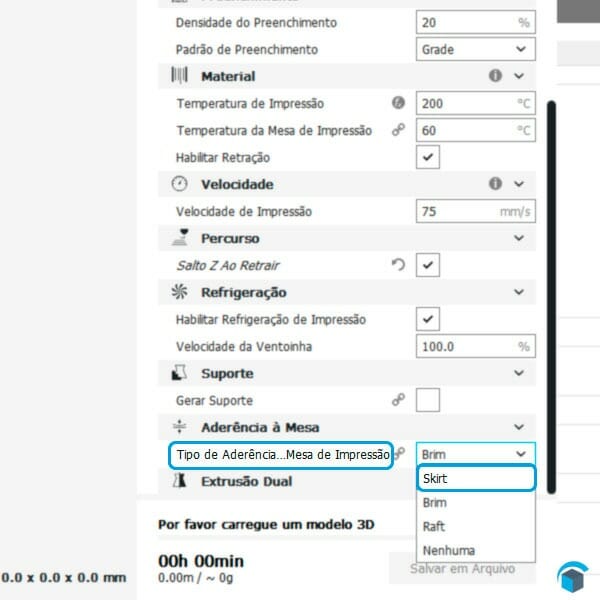
Vértices Levantadas
Descrição do Problema — As vértices superiores da sua peça estão empenadas?
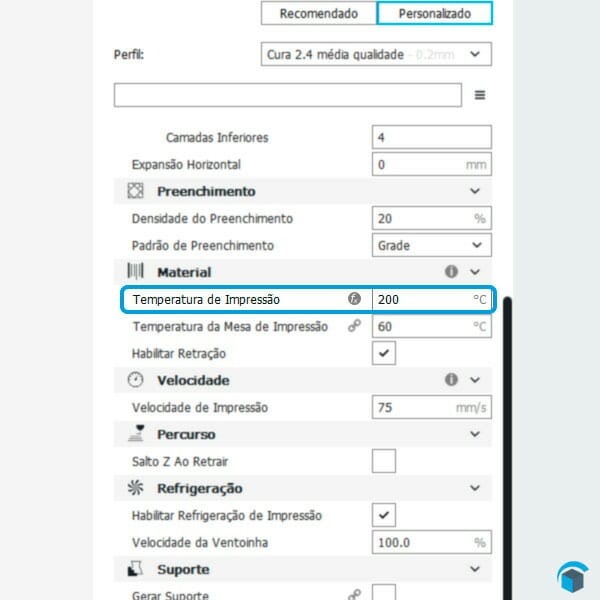
Causa Geral — Esse erro 3D geralmente indica problemas de superaquecimento(que são mais comuns em PLA). O filamento é extrudido a uma temperatura muito quente e se não arrefecer rapidamente pode mudar de forma ao longo do tempo.
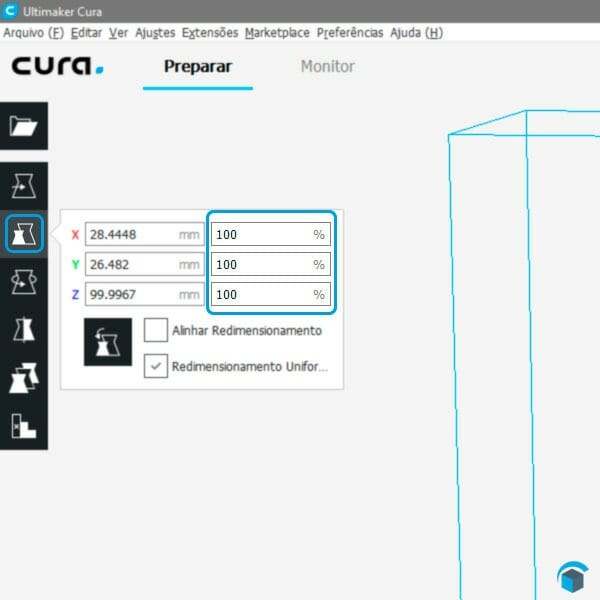
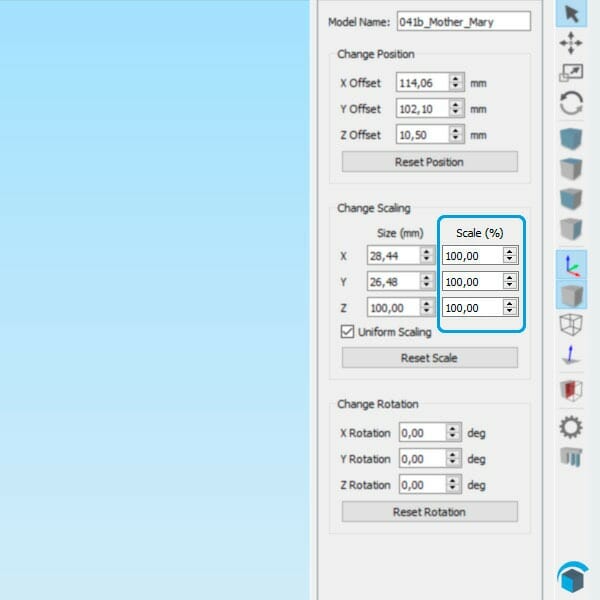
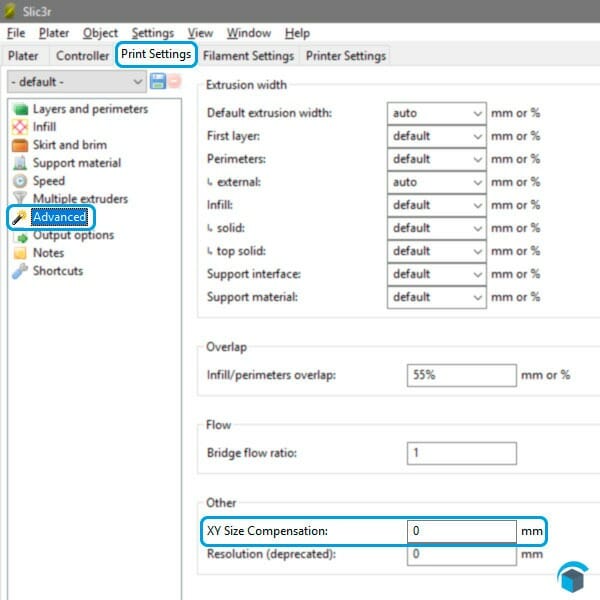
Precisão Dimensional
Descrição do Problema — O tamanho das suas peças diferem do valor informado pelo fatiador? Em peças pequenas pode até passar despercebido, mas para peças grandes ou peças que serão usadas para encaixe, essa alteração dimensional faz toda diferença.
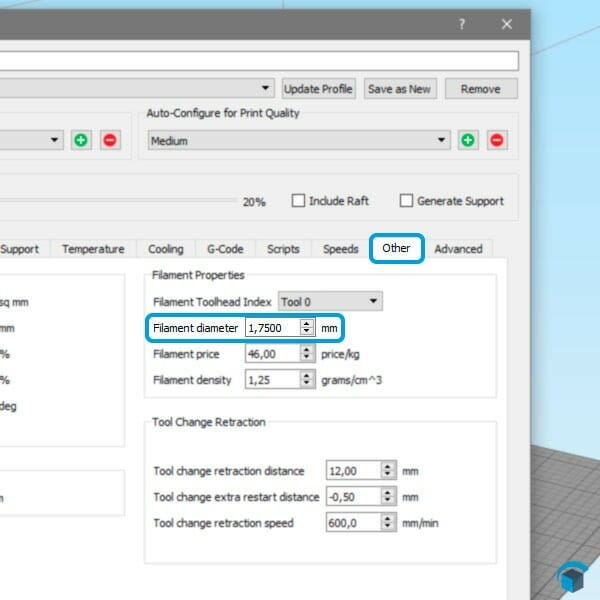
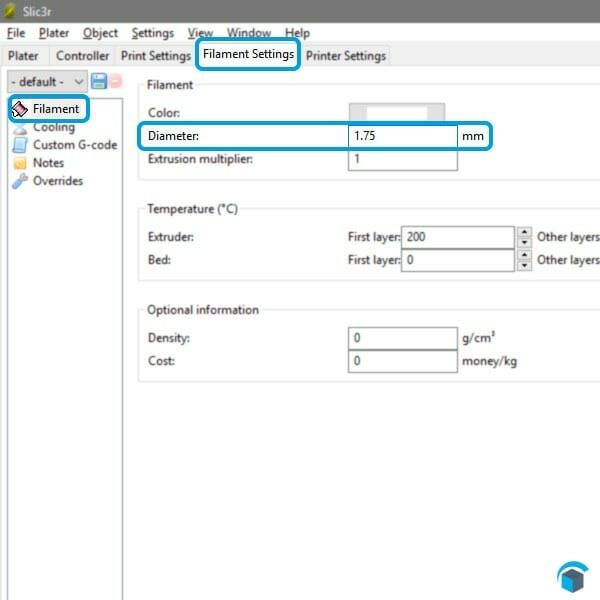
Causa Geral — Normalmente esse erro 3D está relacionado a erros na quantidade de filamento extrudado. Porém, podem existir inúmeros outras causas.



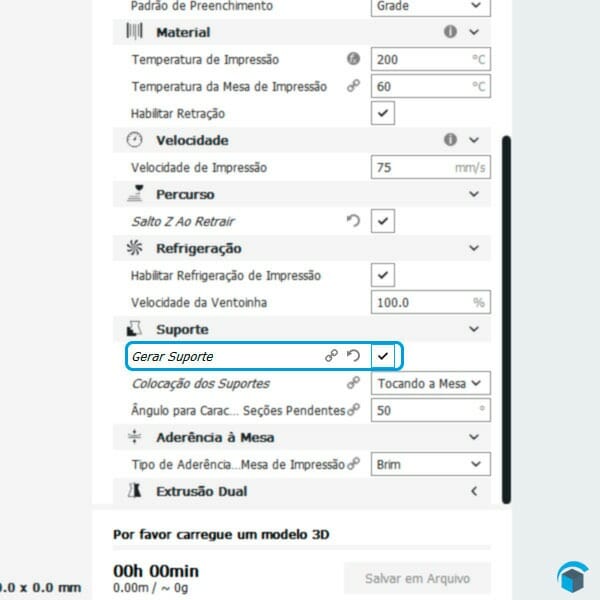
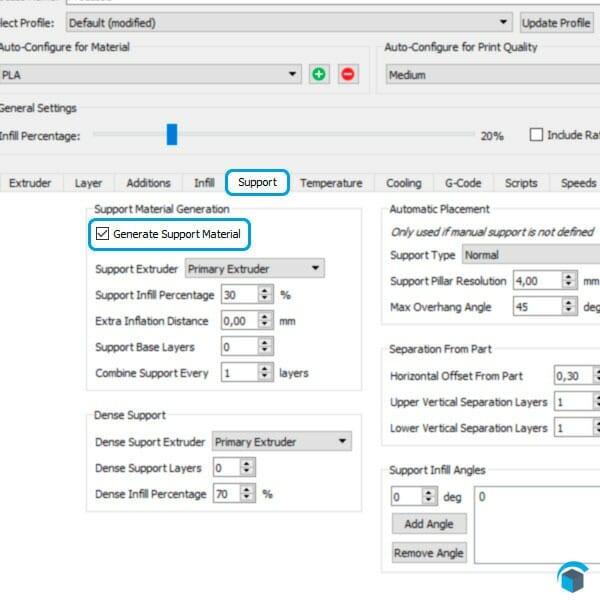
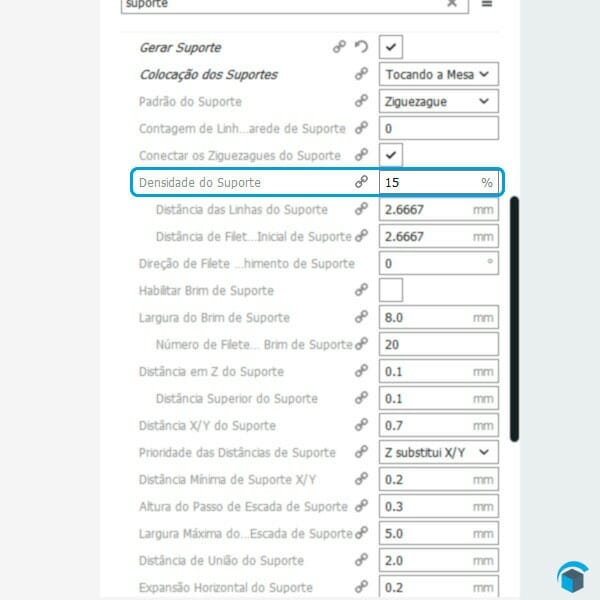
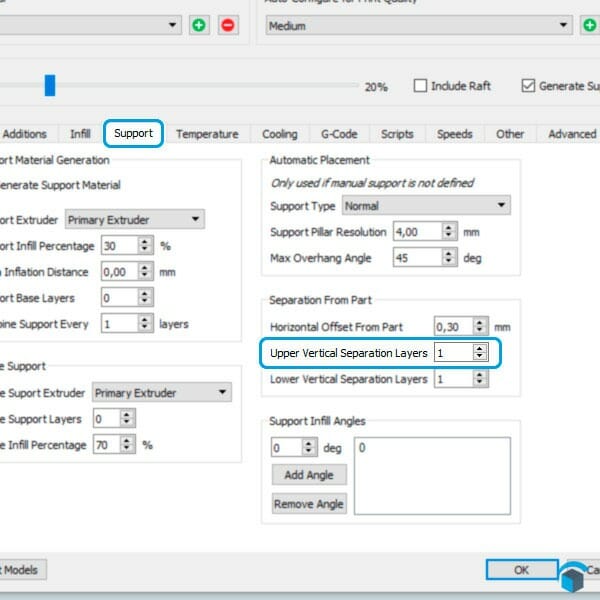
Falhas em Baixo das Peças
Descrição do Problema — As partes que ficam logo acima dos suportes estão falhadas?
Causa Geral — Os suportes ajudam muito na construção de uma peça, mas para que seja possível removê-los com facilidade ele não encosta completamente no objeto e isso muitas vezes pode prejudicar a qualidade final daquela área sobre o suporte.



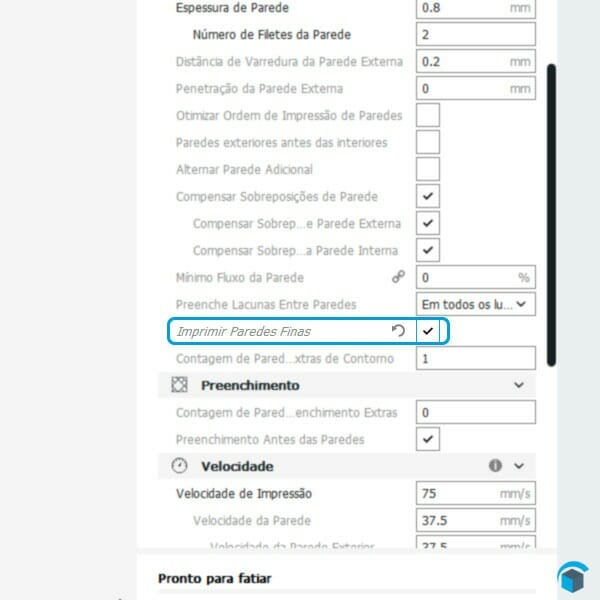
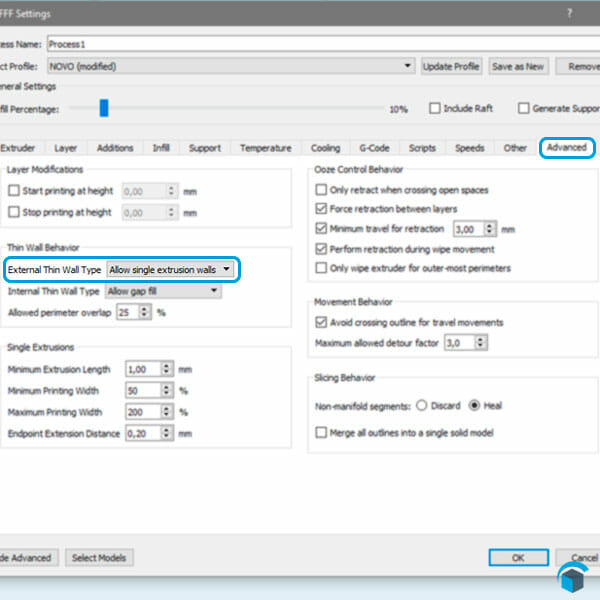
Partes Pequenas não Sendo Impressas
Descrição do Problema — Os pedaços menores da sua peça não estão sendo impressos?
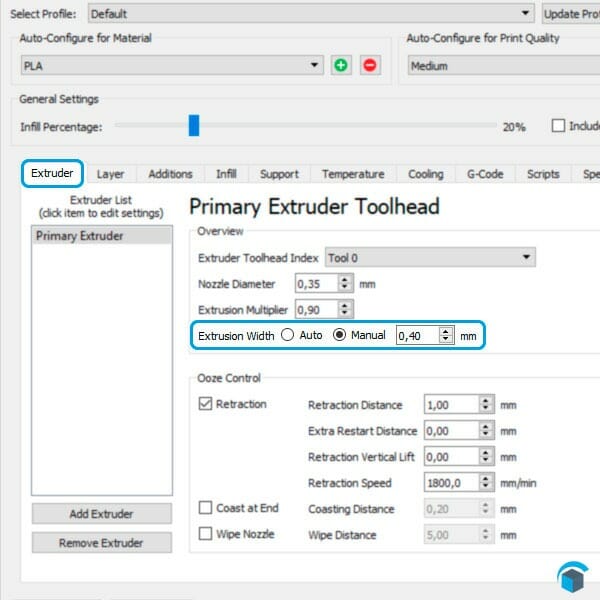
Causa Geral — A maioria das impressoras 3D tem um tamanho de bico fixo que determina a resolução da peça.
Um tamanho de bico popular é o de 0,4 mm de diâmetro e embora ele funcione bem para a maioria das peças, você pode encontrar problemas ao tentar imprimir recursos muito finos que sejam menores do que o tamanho do bico.
Exemplo — Se está tentando imprimir uma parede de 0,2 mm de espessura com um bico de 0,4 mm de diâmetro, você pode notar que essa parede fina não aparece na visualização do fatiador. Veja abaixo as possíveis soluções.
Fiapos e Vazamentos
Descrição do Problema — Sua peça parece estar formando teias? Fiapos aparecem em todos cantos e muitas vezes parecem até cabelos.
Causa Geral — Isto ocorre devido ao plástico que escorre para fora do bico enquanto a extrusora está se movendo para um novo local. .

Saliências Ruins
Descrição do Problema — As áreas de inclinação sem suporte parecem estar cheia de falhas? Parecem estar caindo?
Causa Geral — A impressora 3D necessita depositar a camada de filamento sempre em cima de alguma coisa ou bem próxima dela, seja a mesa ou em cima de outra camada. Quanto mais distante essa camada dessa base maior vai ser a distância do ângulo entre elas.
No geral a regra é deixar as saliências sem suporte para um máximo de até 45º para impressoras com pouca refrigeração e até 85% para aquelas bem regrigeradas.
Para Testar — Recomendamos este Teste de Saliência para chegar a qualidade das suas inclinações.
Vibrações Fantasmas
Descrição do problema — Pequenas ondas aparecem nas peças como se fossem sombras de alguma outra coisa?
Causa Geral — Essas ondas são conhecidas como fantasma(Ghosting) e normalmente são causadas probemas mecânicos na impressora.